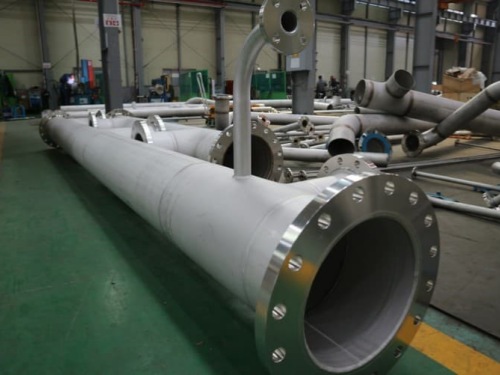
ASTM A671/A671M LSAW Steel Pipe introduction
Key words: ASTM A671 Lsaw Steel Pipe, ASTM A672 C65 Lsaw Steel Pipe, carbon Lsaw steel pipe, Lsaw steel pipe supplier.
Production process
The production process of LSAW pipe is as follows:
Ultrasonic testing → milling → pre-bending → forming → pre-welding → internal welding → external welding → ultrasonic testing → X-ray testing → expansion → water pressure test → chamfering → ultrasonic testing → X-ray testing → magnetic particle testing of pipe end
Specifications:
Size: O.D:406~1500mm W.T.: 6~40mm
Grade: CB60,CB65, CC60,CC65,etc.
Length: 12M or specified length as required.
Ends: Plain End, Beveled End,Grooved;
Chemical Composition of ASTM A671 LSAW Carbon Steel Pipe
|
Chemical Requirements for ASTM A672 B60/B70/C60/C65/C70 LSAW Carbon Steel Pipe
|
|
Pipe
|
Grade
|
Composition, %
|
| |
|
C
max
|
Mn
|
|
P
max
|
S
max
|
Si
|
Others
|
| |
|
<=1in
(25mm)
|
>1~2in
(25~50mm)
|
>2~4in(50-100mm)
|
>4~8in
(100~200mm)
|
>8in
(200mm)
|
<=1/2in
(12.5mm)
|
>1/2in
(12.5mm)
|
|
|
|
|
|
CB
|
60
|
0.24
|
0.21
|
0.29
|
0.31
|
0.31
|
0.98max
|
0.035
|
0.035
|
0.13–0.45
|
...
|
| |
65
|
0.28
|
0.31
|
0.33
|
0.33
|
0.33
|
0.98max
|
0.035
|
0.035
|
0.13–0.45
|
...
|
| |
70
|
0.31
|
0.33
|
0.35
|
0.35
|
0.35
|
1.30max
|
0.035
|
0.035
|
0.13–0.45
|
...
|
|
CC
|
60
|
0.21
|
0.23
|
0.25
|
0.27
|
0.27
|
0.55–0.98
|
0.79–1.30
|
0.035
|
0.035
|
0.13–0.45
|
...
|
| |
65
|
0.24
|
0.26
|
0.28
|
0.29
|
0.29
|
0.79–1.30
|
0.79–1.30
|
0.035
|
0.035
|
0.13–0.45
|
...
|
| |
70
|
0.27
|
0.28
|
0.30
|
0.31
|
0.31
|
0.79–1.30
|
0.79–1.30
|
0.035
|
Mechanical Properties of ASTM A671 LSAW Carbon Steel Pipe:
|
Mechanical Properties
|
|
Grade
|
|
|
CB65
|
CB70
|
CC60
|
CC65
|
CC70
|
|
Tensile strength, min:
|
|
ksi
|
65
|
70
|
60
|
65
|
70
|
|
Mpa
|
450
|
485
|
415
|
450
|
485
|
|
Yield strength, min:
|
|
ksi
|
35
|
38
|
32
|
35
|
38
|
|
MPa
|
240
|
260
|
220
|
240
|
260
|
Permissible Deviations in Weight and Dimensions
1. Outside Diameter - ±0.5% of the specified outside diameter based on circumference measurement.
2. Roundness - The difference between the maximum outside diameter and the minimum outside diameter.
3. Alignment - Using a 10-foot (3-meter) ruler with both ends in contact with the pipe, the tolerance is 1/8 inch (3 mm).
4. Thickness - The minimum wall thickness of the pipe at any point shall not be less than 0.01 inch (0.3 mm) of the specified nominal thickness.
5. The length of the unprocessed end shall be within -0, +1/2 inch (-0, +13 mm) of the specified length. The length of the processed end shall be determined by agreement between the manufacturer and the purchaser.
ASTM A671 Mechanical Properties Tests for Straight Seam Submerged Arc Welded Carbon Steel Pipe:
Tensile Test - The transverse tensile properties of the welded joint shall meet the minimum requirements of the specified plate ultimate tensile strength.
Transversely Guided Weld Bend Test—The bend test is acceptable if there are no cracks or other defects exceeding 1/8 inch (3 mm) in any direction in the weld metal or between the weld and the parent metal after bending.
Radiographic Examination—The entire length of Grade X1 and X2 welds shall be radiographically examined in accordance with the requirements of Section UW-51 of Chapter 7 of the ASME Boiler and Pressure Vessel Code.
ASTM A671 Straight Seam Submerged Arc Welded Carbon Steel Pipe Appearance:
Manufacturer's Name or Marking
Specification Number (Year or Required)
Dimensions (OD, Wall Thickness, Length)
Grade (A or B)
Type of Pipe (F, E or S)
Test Pressure (Seamless Pipe Only)
Batch Number
Any other information specified in the purchase order.

 English
English Español
Español