|
a for intermediate grades, the difference between the specified maximum yield strength and the specified minimum yield strength shall be as given in the table for the next higher grade, and the difference between the specified minimum tensile strength and the specified minimum yield strength shall be as given in the table for the next higher grade, for intermediate grades, the tensile strength shall be ≤ 760 MPa (110 200 psi).
b This limit applies for pipe with D >323, 9 mm (12.750 in).
c for intermediate grades, the specified minimum tensile strength for the weld seam shall be the same value as was determined for the pipe body using footnote a).
d for pipe with D< 219,1 mm (8.625 in), the maximum yield strength shall be ≤495 MPa (71 800 psi).
e The specified minimum elongation, Af, on 50mm or 2 in, expressed in percent and rounded to the nearest percent, shall be as determined using the following equation:
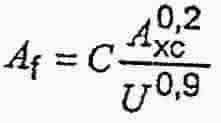
Where
C is 1 940 for calculations using SI units and 625 000 for calculations using USC units;
A xc is the applicable tensile test piece cross-sectional area, expressed in square millimeters (square inches), as follows:
---- for circular cross-section test pieces, 130 mm2 (0.20 in2) for 12,5 mm (0.500 in) and 8,9 mm (0.350 in) diameter test pieces; and 65 mm2 ( 0.10 in2) for 6,4 mm (0.250 in) diameter test pieces;
---- for full-section test pieces, the lesser of a) 485 mm2 (0.75 in2) and b) the cross-sectional area of the test piece, derived using the specified outside diameter and the specified wall thickness of the pipe, rounded to the nearest 10 mm2 (0.01 in2)
---- for strip test pieces, the lesser of a) 485 mm2( 0.75 in2) and b) the cross-sectional area of the test piece, derived using the specified width of the test piece and the specified wall thickness of the pipe, rounded to the nearest_10 mm2 (0.01 in2);
U is the specified minimum tensile strength, expressed in megapascals (pounds per square inch).
|

 English
English Español
Español